

Các vấn đề cầu hàn PCB phổ biến và chiến lược giảm thiểu kỹ thuật
Cầu nối hàn là một cơ chế khuyết tật tần số cao trong lắp ráp PCB, đặc biệt là trong công nghệ gắn bề mặt bước nhỏ (SMT). Nó giới thiệu các đường dẫn điện ngoài ý muốn làm giảm tính toàn vẹn của tín hiệu, gây ra lỗi chức năng và giảm độ tin cậy lâu dài. Bài viết này phân tích sự hình thành cầu hàn từ góc độ kỹ thuật quy trình, bao gồm động lực làm ướt, ràng buộc thiết kế, biến kiểm soát quy trình, phương pháp kiểm tra và kỹ thuật làm lại. Nó nhấn mạnh các chiến lược giảm thiểu thực tế, cấp sản xuất phù hợp với tiêu chuẩn IPC và sản xuất PCB mật độ cao hiện đại.
Mục lục
- [1. Cầu hàn là gì] (# 1-cầu hàn là gì)
- [2. Cơ chế hình thành và vật lý] (# 2-cơ chế hình thành và vật lý)
- [3. Các kịch bản rủi ro cao trong thiết kế PCB hiện đại] (# 3-kịch bản rủi ro cao-trong-thiết kế pcb hiện đại)
- [4. Hạn chế kỹ thuật mặt nạ hàn] (# 4-solder-mask-engineering-constraints)
- [5. Phân tích nguyên nhân gốc rễ (RCA)] (# 5-phân tích nguyên nhân gốc rễ-rca)
- [6. Kiểm soát quy trình trong SMT và THT] (# 6-kiểm soát quy trình-trong-smt-và-tht)
- 7. Hướng dẫn thiết kế cho khả năng sản xuất (DFM)
- [8. Công nghệ kiểm tra và phát hiện khuyết tật] (# 8-công nghệ kiểm tra và phát hiện khuyết tật)
- [9. Làm lại có kiểm soát và loại bỏ lỗi] (# 9-kiểm soát-làm lại và loại bỏ lỗi)
- [10. Kết luận] (# 10-kết luận)
- Câu hỏi thường gặp
1. Cầu hàn là gì
Cầu hàn là một kết nối luyện kim ngoài ý muốn giữa hai tính năng dẫn điện liền kề — miếng đệm, dây dẫn hoặc dấu vết — trên PCB. Không giống như jumper hàn được thiết kế, những khiếm khuyết này vi phạm các ràng buộc cách ly điện được xác định trong netlist.
Từ quan điểm điện, cầu hàn giới thiệu:
- Quần đùi cứng (đường dẫn trở kháng thấp)
- Dòng rò rỉ
- Nhiễu xuyên âm trong mạch tốc độ cao
- Lỗi gián đoạn trong chu kỳ nhiệt
2. Cơ chế hình thành và vật lý
2.1 Hành vi làm ướt và năng lượng bề mặt
Hàn nóng chảy tuân theo các nguyên tắc thấm ướt được điều chỉnh bởi việc giảm thiểu năng lượng bề mặt. Nó ưu tiên trải trên các miếng đồng sạch và dây dẫn thành phần kim loại. Tuy nhiên, khối lượng hàn quá mức hoặc khoảng cách giữa các miếng đệm giảm cho phép hàn mở rộng ra ngoài ranh giới dự kiến.
2.2 Hành động mao dẫn trong hình học cao độ nhỏ
Trong các thiết bị bước nhỏ (bước <0,5 mm), lực mao dẫn giữa các dây dẫn có thể chủ động kéo chất hàn nóng chảy vào các khe hẹp, làm tăng đáng kể xác suất cầu.
- Hình 1: Chất hàn nóng chảy lan rộng trên các miếng đệm liền kề do khối lượng và lực mao dẫn quá mức.
3. Các kịch bản rủi ro cao trong thiết kế PCB hiện đại
3.1 Các thành phần cao độ tốt
Các thiết bị như QFP, QFN, BGA, TSOP và bộ vi điều khiển có số lượng chân cao có khoảng cách tối thiểu, làm cho dung sai quy trình cực kỳ chặt chẽ.
3.2 Kết nối mật độ cao (HDI)
Bảng HDI giới thiệu microvias, dấu vết siêu mịn và mảng đệm dày đặc, giảm biên độ hạn chế hàn và tăng rủi ro bắc cầu.
3.3 Reflow Profile Độ nhạy
Định hình nhiệt không đúng cách có thể làm tăng tính lưu động của hàn hoặc dẫn đến thấm ướt không hoàn toàn, cả hai đều góp phần hình thành khuyết tật.
- Hình 2: Rủi ro bắc cầu hàn trong các dây dẫn IC bước nhỏ không đủ khoảng cách.
4. Hạn chế kỹ thuật mặt nạ hàn
4.1 Thiết kế đập mặt nạ hàn
Mặt nạ hàn hoạt động như một rào cản vật lý và chất điều chỉnh năng lượng bề mặt để hạn chế chất hàn nóng chảy.
Các thông số chính:
- Chiều rộng đập tối thiểu: 75–100 μm (3–4 mil)
- Dung sai căn chỉnh: ±25 μm
Các chế độ hỏng hóc bao gồm đăng ký sai mặt nạ, không đủ chiều rộng đập và xuống cấp trong quá trình chu kỳ nhiệt.
4.2 Chiến lược định nghĩa Pad
| Loại đệm | Sự miêu tả | Ưu điểm | Rủi ro |
|---|---|---|---|
| NSMD (Xác định mặt nạ không hàn) | Miếng đệm được xác định bằng đồng, mặt nạ mở lớn hơn miếng đệm | Độ tin cậy của mối hàn tốt hơn | Nguy cơ bắc cầu hàn cao hơn |
| SMD (Mặt nạ hàn được xác định) | Miếng đệm được xác định bằng cách mở mặt nạ hàn | Cải thiện khả năng giam giữ hàn | Độ bền cơ học thấp hơn |
5. Phân tích nguyên nhân gốc rễ (RCA)
5.1 Yếu tố vật chất
- Lắng đọng kem hàn dư thừa
- Thông lượng có độ nhớt thấp thúc đẩy sự lây lan
- Miếng đệm oxy hóa ảnh hưởng đến quá trình làm ướt
5.2 Các yếu tố quy trình
- Độ dày giấy nến quá mức
- Thiết kế khẩu độ kém
- Sai lệch vị trí
- Hồ sơ nhiệt không phù hợp
5.3 Yếu tố con người
- Cho ăn hàn quá mức
- Góc hàn không đúng
- Thiếu kiểm soát nhiệt độ
6. Kiểm soát quy trình trong SMT và THT
| Quy trình | Thông số điều khiển | Tác động đến cầu hàn |
|---|---|---|
| In dán hàn | Độ dày giấy nến, kích thước khẩu độ | Kiểm soát trực tiếp khối lượng hàn |
| Vị trí thành phần | Độchính xác căn chỉnh | Ngăn chặn chồng chéo khách hàng tiềm năng |
| Hàn nóng chảy lại | Hồ sơ nhiệt | Kiểm soát tính lưu động của hàn |
| Hàn sóng | Chiều cao sóng, góc băng tải | Ảnh hưởng đến hướng dòng hàn |
Nhiệt độ hàn điển hình:
- Hàn chì: 330°C – 350°C
- Hàn không chì: 350°C – 380°C
- Hình 3: Cấu hình nóng chảy lại không phù hợp gây ra dòng hàn và bắc cầu quá mức.
7. Hướng dẫn thiết kế cho khả năng sản xuất (DFM)
7.1 Tối ưu hóa hình học Pad
- Tránh miếng đệm quá khổ
- Duy trì khoảng cách đồng đều
- Thực hiện trộm hàn khi cần thiết
7.2 Tối ưu hóa thiết kế stencil
- Áp dụng giảm khẩu độ (10–20%)
- Sử dụng thiết kế tấm sân nhà cho cao độ tốt
- Áp dụng giấy nến bước xuống cho các vùng dày đặc
7.3 Độ chính xác vị trí
- Sử dụng máy gắp và đặt có độ chính xác cao (±25 μm)
- Áp dụng hệ thống căn chỉnh cơ sở
8. Công nghệ kiểm tra và phát hiện khuyết tật
| Phương pháp kiểm tra | Khả năng | Hạn chế |
|---|---|---|
| Kiểm tra trực quan | Phát hiện nhanh các khuyết tật có thể nhìn thấy | Phụ thuộc vào người vận hành |
| AOI | Phát hiện tốc độ cao tự động | Không thể phát hiện các khớp ẩn |
| Kiểm tra bằng tia X | Phát hiện cầu ẩn (BGA / QFN) | Chi phí cao hơn |
| tra điện | Xác minh chức năng | Không khoanh vùng khuyết tật một cách trực quan |
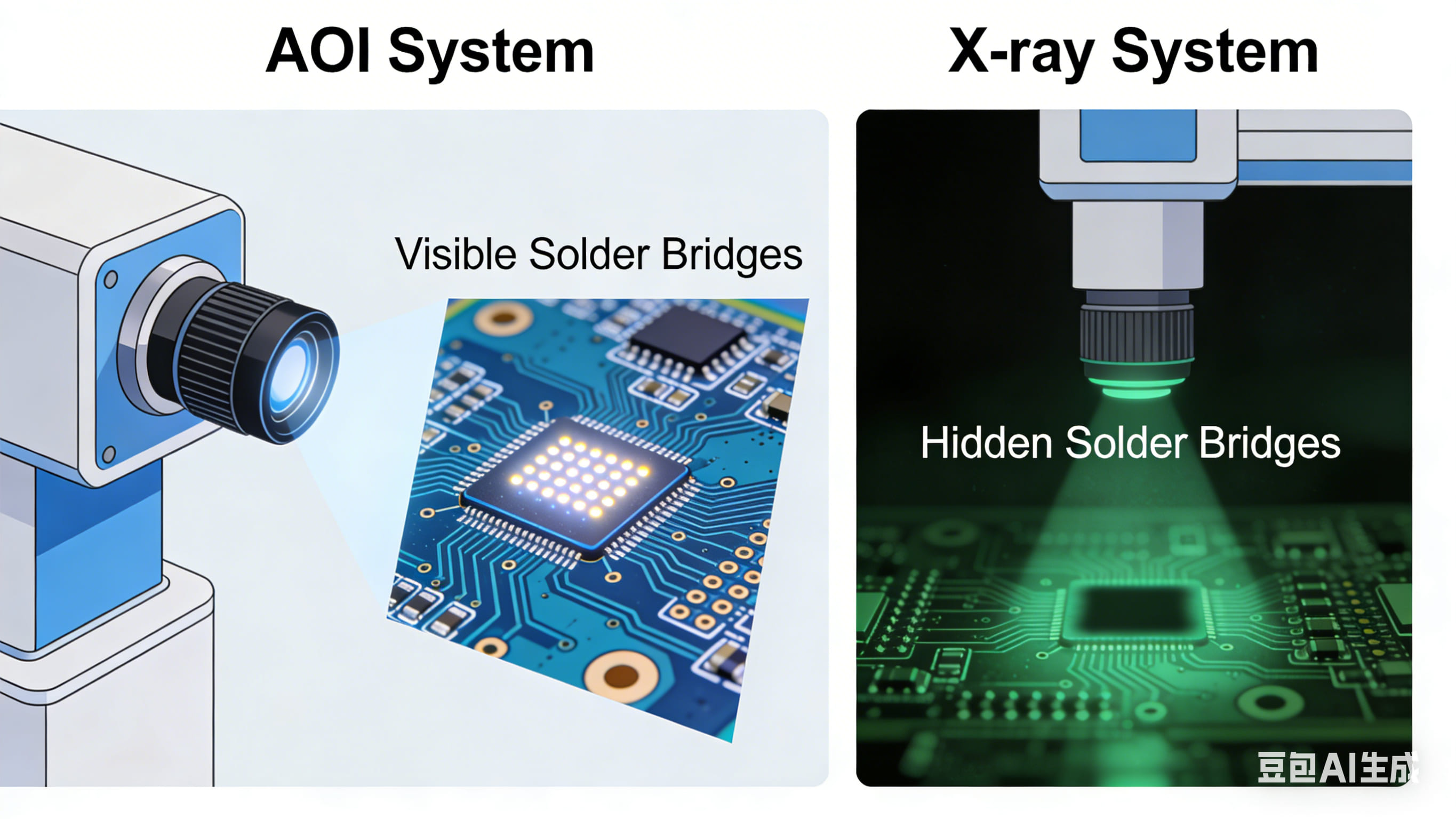
- Hình 4: Hệ thống AOI và tia X phát hiện các cầu hàn có thể nhìn thấy và ẩn.
9. Làm lại có kiểm soát và loại bỏ lỗi
9.1 Bấc hàn (Bím tóc khử hàn)
Hấp thụ chất hàn nóng chảy thông qua hoạt động của mao dẫn; yêu cầu thông lượng để đạt hiệu quả.
9.2 Làm lại không khí nóng
Cung cấp hệ thống sưởi cục bộ để hàn nóng chảy lại và định vị lại thành phần.
9.3 Bơm khử hàn
Thích hợp để loại bỏ khối lượng hàn lớn, đặc biệt là trong các cụm lắp ráp xuyên lỗ.
9.4 Rủi ro làm lại
- Tách lớp đệm
- Hư hỏng nhiệt cho các bộ phận
- Hình thành khuyết tật lặp đi lặp lại nếu nguyên nhân gốc rễ không được loại bỏ
10. Kết luận
Cầu hàn là những khuyết tật có thể dự đoán và ngăn ngừa được phát sinh do không kiểm soát đủ vật liệu, hình học và các thông số quy trình. Trong sản xuất PCB mật độ cao, việc giảm thiểu hiệu quả đòi hỏi phải tích hợp các phương pháp DFM, quy trình hàn có kiểm soát và công nghệ kiểm tra tiên tiến. Một cách tiếp cận kỹ thuật có hệ thống đảm bảo cải thiện năng suất, độ tin cậy và hiệu suất lâu dài của các cụm điện tử.
Câu hỏi thường gặp
Q1: Tại sao cầu hàn phổ biến hơn trong các quy trình không chì?
Hợp kim không chì có sức căng bề mặt và nhiệt độ nóng chảy cao hơn, làm cho chúng nhạy cảm hơn với các biến thể của quy trình và tăng rủi ro bắc cầu.
Q2: Chiến lược phòng ngừa hiệu quả nhất là gì?
Cần có một cách tiếp cận kết hợp bao gồm tối ưu hóa giấy nến, kiểm soát dán hàn, vị trí chính xác và định hình nóng chảy lại thích hợp.
Q3: AOI có thể phát hiện tất cả các cầu hàn không?
Không. AOI chỉ phát hiện các khuyết tật có thể nhìn thấy được. Cầu ẩn yêu cầu kiểm tra bằng tia X.
Q4: Hàn thủ công có đáng tin cậy đối với các thành phần bước mịn không?
Chỉ với những người vận hành lành nghề, công cụ chính xác và độ phóng đại. Nếu không, tỷ lệ lỗi tăng lên đáng kể.
Q5: Tiêu chuẩn nào xác định khuyết tật cầu hàn?
IPC-A-610 định nghĩa cầu hàn là khuyết tật trên tất cả các loại sản phẩm và yêu cầu hành động khắc phục.